

- 2024-06-26 21:01 1882
- 产品价格:面议
- 发货地址:广东东莞大岭山 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:258948724公司编号:14719275
- 张小姐 微信 13412968199
- 进入店铺 在线留言 QQ咨询 在线询价
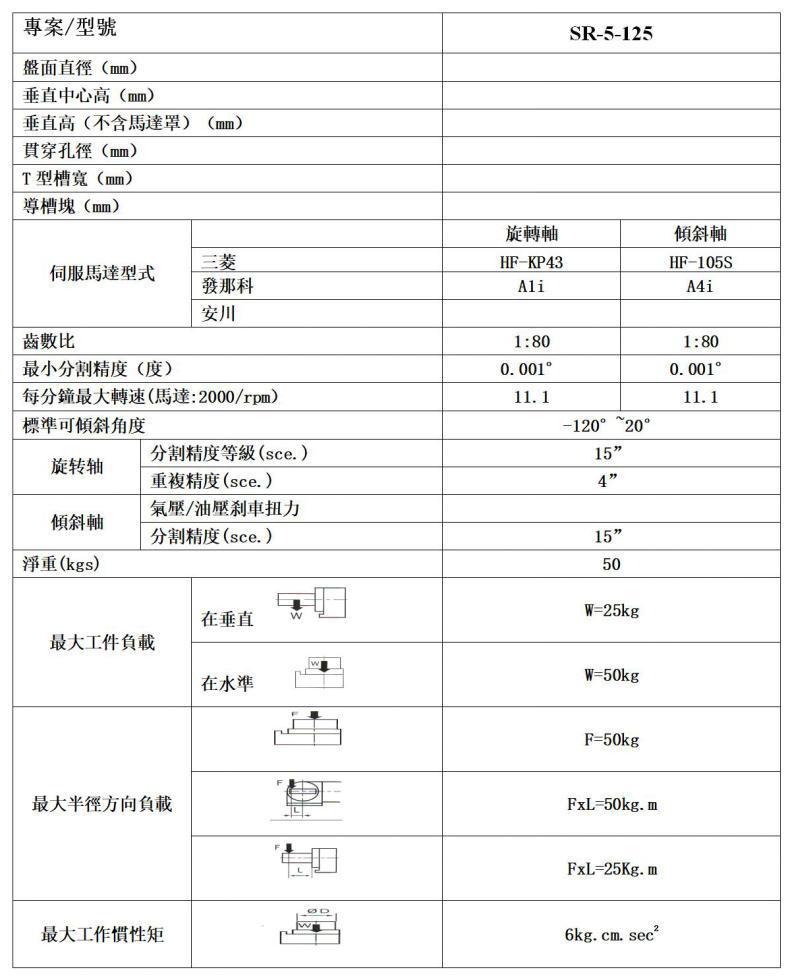
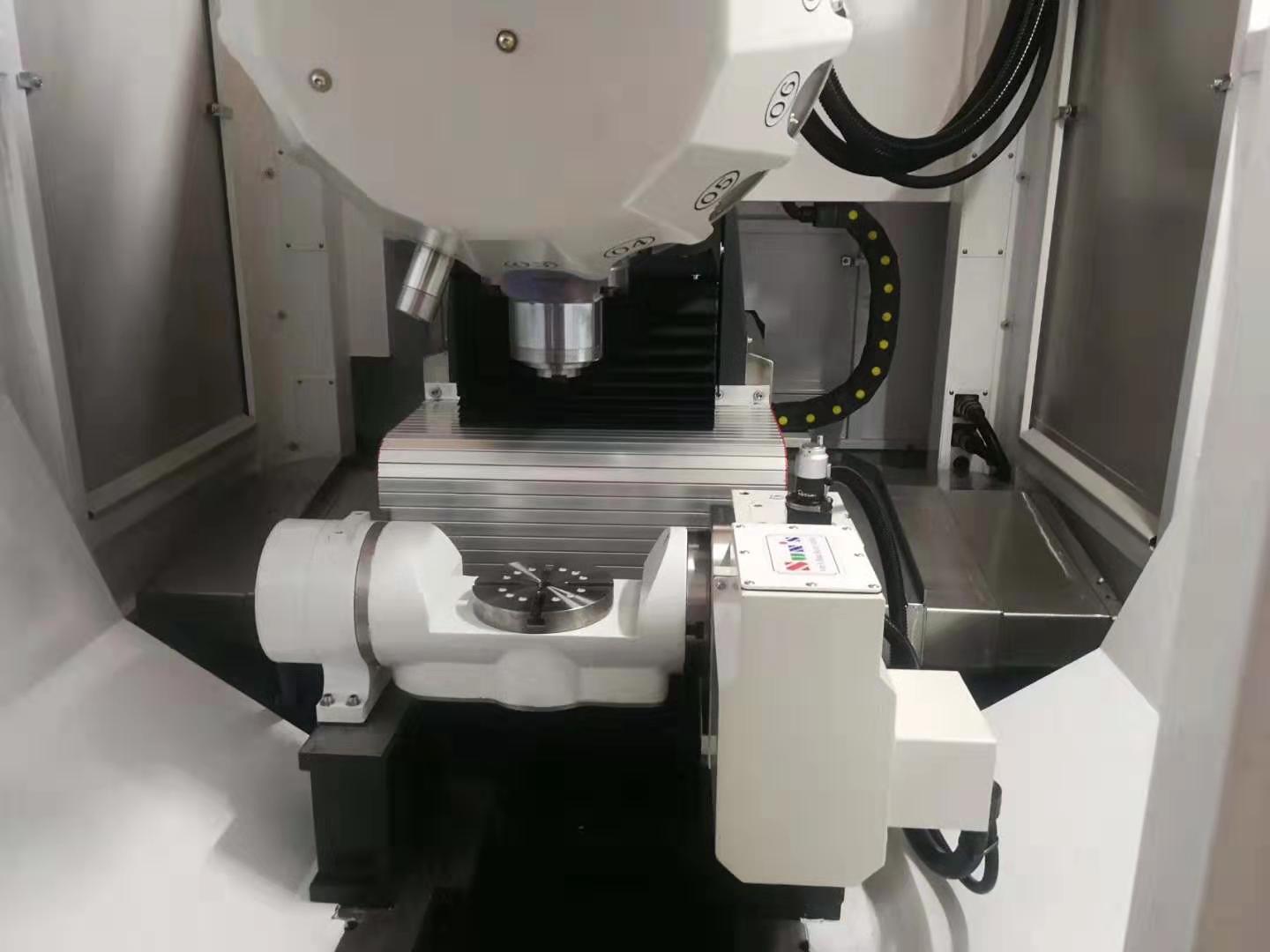
泉州专业定制320五轴联动加工中心 东莞市森氏精密机械有限公司
- 相关产品:
根据机床误差控制手段的不同,对机床精度的检测手段也不一样,比如要在加工工件时检测机床的误差,就要用在线检测手段,边加工边检测。上文我提到的机床就很典型,它采用装在导轨上的纳米光栅测量加工台面到底跑了多少(这个纳米光栅的分辨率我忘了,总之就是几个纳米的范围内。不要纠结于细节,来看栗子吧)。如果伺服轴根据命令要运行5000纳米,光栅检测到由于热误差,这个加工台面其实跑了5010纳米,那么控制系统就让伺服轴就移回4090纳米,再向前运行到5000纳米。这样就把误差从10纳米缩小到了光栅能检测到的小范围内。至于为什么要回到4090而不是5000,因为有“反向间隙”的问题,有兴趣的同学自己搜一下吧。
然后就是分辨力,上面我提到的那个**精密机床采用大理石床身,4轴数控联动,以及全气浮支承和零传动结构,机床主轴回转精度0.05μm,直线伺服轴分辨力1.25 nm,回转作台角位移分辨力0.009~bala~bala。不管那么多复杂的名词,我们要简单的理解误差补偿,只用理解分辨力就够了,分辨力1.25纳米就是说机床走一步少要迈出去1.25纳米。为什么分辨力重要呢,比如纳米光栅检测到在伺服轴上实际运动到了5002纳米,要回到5000纳米的位置,就不可能了,理想状况下的小误差也会有0.5纳米。

清华大学设计装配了一个光学镜面**精密加工机床,大能加工直径为880毫米的光学镜面。他们在硬铝上加工出了表面粗糙度5纳米,直径400毫米球面,用无氧铜加工出了直径100毫米,表面粗糙度8纳米的非球形面。注意,这里表面粗糙度的单位是只有微米千分之一的纳米了,8纳米只相当于20个水分子一字排开那么长,傅是肯定辨认不出来的,因为他的一滴泪中就有10的22次方个水分子。
那么这样的精度是怎么达到的,高的精度从理论上来说取决于什么呢?
我在文章开头提到要做好机床就要淡定,在此基础之上,精度主要取决于对机床误差的控制,根本上又取决于检测手段的分辨率和机床的分辨力(以下都是教学状态下的典型栗子,不代表该机床的实际运行情况):

五轴数控机床的完整加工大大缩短了生产过程链,可以使生产管理和计划调度简化。工件越复杂,它相对传统工序分散的生产方法的优势就越明显。

实际状况下,要做到效果较好的误差补偿比以上这个例子复杂多了,因为误差可能分布在某轴的6个自由度上,再带上个导轨直线度误差、导轨间垂直度误差什么的。如果说这些硬着头皮还能用数学算出来,再考虑下加工的工件不一样,加工平台起始的动量就都不一样,加工时间也有区别,那么机床产热也自然不一样,产热的区间有变化时机床的热膨胀就跟着变化,一会儿拖板翘了个兰花指给X轴带来俯仰误差,一会Y轴又热变形扭曲了直线度变化了,冷却液撒到工件上尼玛缩下去了好几微米啊肿么办,喂我花了一个普通数控机床的钱买来的纳米光栅就只能补偿一个自由度上的误差?呃,总之要做精密的机床,一颗淡定的心是不可或缺,当包括但不于以上的问题一个一个逐步解决掉的时候,就能在精度上更进一步,就能制造出大家所泛指的工业拇姬了。
然后就是分辨力,上面我提到的那个**精密机床采用大理石床身,4轴数控联动,以及全气浮支承和零传动结构,机床主轴回转精度0.05μm,直线伺服轴分辨力1.25 nm,回转作台角位移分辨力0.009~bala~bala。不管那么多复杂的名词,我们要简单的理解误差补偿,只用理解分辨力就够了,分辨力1.25纳米就是说机床走一步少要迈出去1.25纳米。为什么分辨力重要呢,比如纳米光栅检测到在伺服轴上实际运动到了5002纳米,要回到5000纳米的位置,就不可能了,理想状况下的小误差也会有0.5纳米。

清华大学设计装配了一个光学镜面**精密加工机床,大能加工直径为880毫米的光学镜面。他们在硬铝上加工出了表面粗糙度5纳米,直径400毫米球面,用无氧铜加工出了直径100毫米,表面粗糙度8纳米的非球形面。注意,这里表面粗糙度的单位是只有微米千分之一的纳米了,8纳米只相当于20个水分子一字排开那么长,傅是肯定辨认不出来的,因为他的一滴泪中就有10的22次方个水分子。
那么这样的精度是怎么达到的,高的精度从理论上来说取决于什么呢?
我在文章开头提到要做好机床就要淡定,在此基础之上,精度主要取决于对机床误差的控制,根本上又取决于检测手段的分辨率和机床的分辨力(以下都是教学状态下的典型栗子,不代表该机床的实际运行情况):

五轴数控机床的完整加工大大缩短了生产过程链,可以使生产管理和计划调度简化。工件越复杂,它相对传统工序分散的生产方法的优势就越明显。

实际状况下,要做到效果较好的误差补偿比以上这个例子复杂多了,因为误差可能分布在某轴的6个自由度上,再带上个导轨直线度误差、导轨间垂直度误差什么的。如果说这些硬着头皮还能用数学算出来,再考虑下加工的工件不一样,加工平台起始的动量就都不一样,加工时间也有区别,那么机床产热也自然不一样,产热的区间有变化时机床的热膨胀就跟着变化,一会儿拖板翘了个兰花指给X轴带来俯仰误差,一会Y轴又热变形扭曲了直线度变化了,冷却液撒到工件上尼玛缩下去了好几微米啊肿么办,喂我花了一个普通数控机床的钱买来的纳米光栅就只能补偿一个自由度上的误差?呃,总之要做精密的机床,一颗淡定的心是不可或缺,当包括但不于以上的问题一个一个逐步解决掉的时候,就能在精度上更进一步,就能制造出大家所泛指的工业拇姬了。
- 商家产品推荐
- 深圳CNC数控小五轴,五轴联动加工中心找森氏,高精度稳定性好,厂价直售可定制 森精机械厂家直销数控CNC五轴联动加工中心,一件起售 森精机械供应数控小五轴,五轴联动加工中心,一件起批 东莞大岭山批发零售CNC精密数控小五轴,双谐波式减速机,高精度免维护 森精机械先批发零售谐波式数控小五轴转台,滚子凸轮四轴分度盘 东莞森氏精密厂家直供HL-450卧式加工中心,高精度钻攻机,多面产品加工设备 森氏精密滚子凸轮四轴SR-4-170数控转台,厂价直销,实力雄厚,技术精湛 磙子凸轮四轴SR-4-210转台,高精度低损耗免维护、四轴联动加工中心价格 厂家直销双谐波SR-5-125数控转台CNC数控分度盘,五轴联动加工中心价格,数控小五轴 森氏精密厂家直销3C产品**谐波SR-4-125数控分度盘,四轴数控转台







{kind=link}