

- 2024-06-27 07:40 230
- 产品价格:面议
- 发货地址:浙江台州黄岩区 包装说明:不限
- 产品数量:200.00 套产品规格:不限
- 信息编号:254191148公司编号:14581083
- 王经理 微信 13867696460
- 进入店铺 在线留言 QQ咨询 在线询价
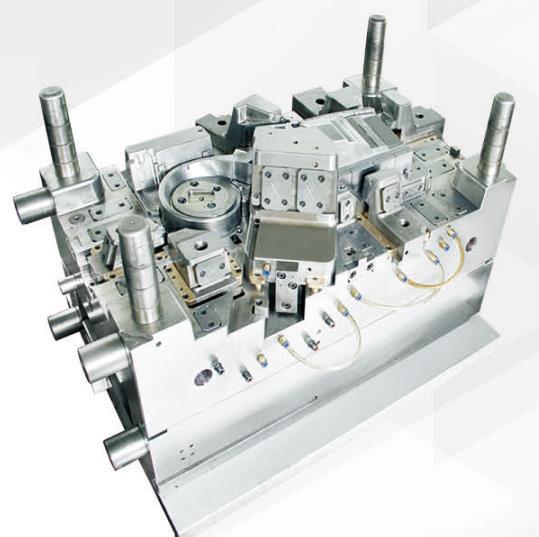
欢迎新老客户洽谈 定制塑胶模具加工制造
- 相关产品:
工艺:注射成型模注塑加工:支持厂家:迈骏模具产地:浙江台州加工定制:面议或按合同
据不全统计,机械加工行业中每年模具的消耗量是各种机床总的五倍,可想而知,机械、冶金、轻工、电子等行业中模具市场是如此的巨大。又如:在冶金行业,每年仅热轧轧辊消耗量在三十万吨以上,热轧辊占钢材生产成本的5%以上。模具的大量消耗,不仅直接增加生产成本,而且因频繁更换模具而造成大量生产线频繁停产造成更大的经济损失。模具模具的失效事实上均因其表层局部材料磨损等原因而报废,而且模具的加工周期很长、加工费用较高(尤其是精密复杂模具或大型模具制造加工费高达数十万元乃至数百万元)。因此,迈骏模具认为对模具真正承受磨损作用的特定部位进行表面强化,以大幅度延长、提高工模具的使用寿命,无疑是一种具有重要经济意义的方法。注塑模具保养的好坏不仅仅只是会左右模具寿命,对生产计划也有重大的影响,甚至会影响终的制造成本。
日常负责模具保养工作的保养者必须慎重、细心地作业,切实保证模具的佳状态,已期做到在生产时有效、经济,尽可能的降造成本。

精密注塑塑胶模具的材料选择,包括精密注塑模具的型芯、型腔材料以及模架材料对冷却速度的影响也非常的大。精密注塑模具材料热传导的属性越高,单位时间传递出去的热量越多,冷却时间也就越短。

1)在塑料模具设计中,定位环跟面板单边避空0.1,唧嘴挂台与面板单边避空0.5,唧嘴在模仁里面预留20封胶外,其它在模仁里面单边避空0.5,另外唧嘴与模胚单边避空0.5。
2)在塑料模具设计中,支撑柱,**出块,弹簧孔的避空标准,支撑柱直径在50以下的单边避空2,支撑柱直径在50以上的单边避空3,顶针孔在B板,顶针面板单边避空0.5,顶针杯头在顶针面板上面单边避空0.5,**棍介子在顶针底板上面单边避空0.5,弹簧孔在B板单边避空0.5。
3)在塑料模具设计中,斜导柱与斜导柱孔单边避空0.5,如果斜导柱很长,伸进B板里面,B板对斜导柱也要做避空,单边避空2,行位座与B板是滑配关系,滑块座与模胚单边避空0.5,限位螺丝杯头左右两边避空1,螺丝**部与行位座避空2。

从H13模具钢的化学成分和组织特点可以看出,热加工工艺对H13模具钢的组织和性能有很大影响,为防止H13模具钢早期失效、使用寿命和提高经济效益,必须制定科学合理的热加工工艺。
※ 锻造工艺
H13模具钢合金元素含量高,导热性差,共晶温度比较低,*引起过烧。对于直径较大的坯料,应先在800~900℃区间预热,然后在始锻温度1065~1175℃加热,锻造时进行多次拔长镦粗,总锻比大于4。预先热处理市场上供应的H13模具钢钢材和模坯,在钢厂都已作好退火热处理,保证了具有良好的金相组织,适当的硬度,良好的加工性,*再进行退火,但制造厂进行改锻后破坏了原来的组织和性能,增加了锻造应力,必须进行重新退火。
※ 球化退火工艺
球化退火工艺的目的是均匀组织,降低硬度,改善切削加工性能,为淬火和回火做组织准备。球化退火工艺是在845~900℃保温(1h+1min)/mm,然后炉冷至720~740℃等温(2h+1min)/mm,后炉冷至500℃出炉空冷,球化退火组织为粒状珠光体,硬度小于229HBS。球化质量可按GB/T1299-2000标准级别图进行评定。
在国内,我们在北京、廊坊、保定、霸州、江浙沪、山东、安徽、义乌等地,都设有我们的办事处及模具维修点。
欲报价客户须知: 1.产品结构(产品图纸或实物)及尺寸 2.模具腔数(排模方式) 3.模具钢材的要求,钢材是否需要处理(模具寿命)应急生产预案解决客户急需,保证交货期。欢迎新老客户来图来样定制。
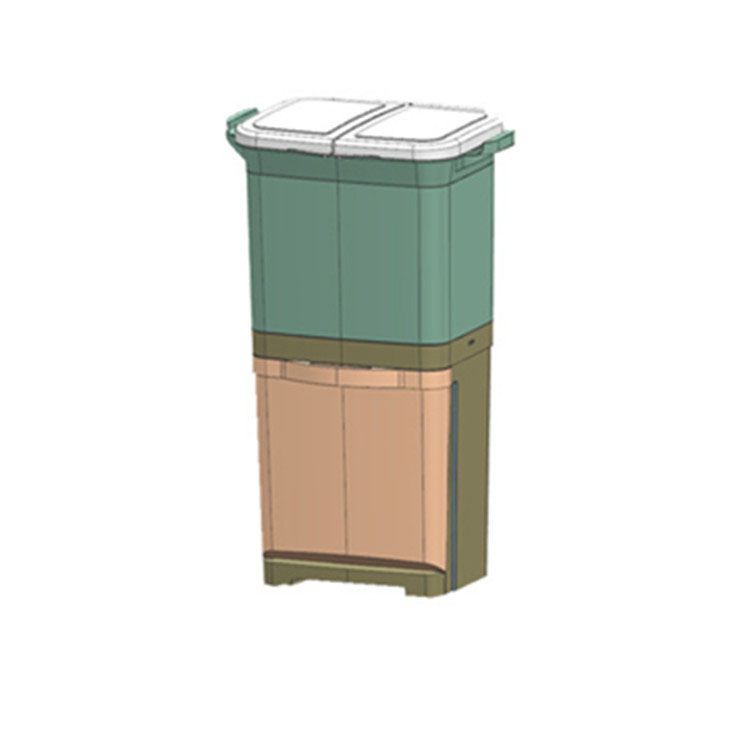
- 商家产品推荐
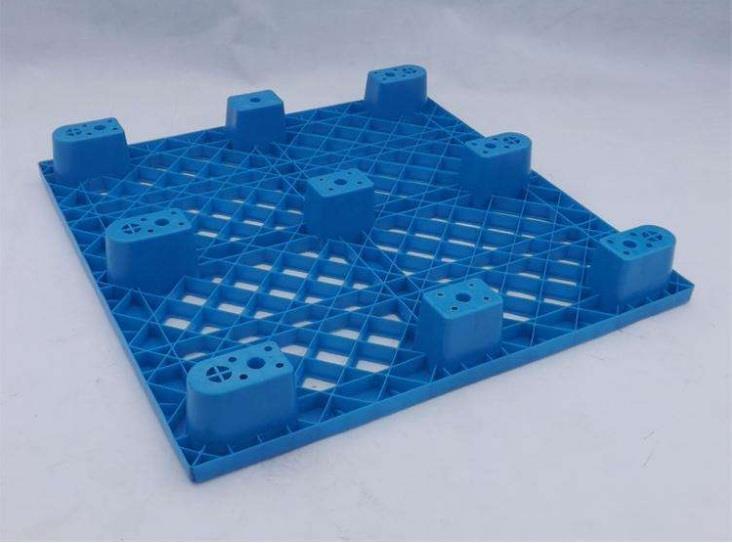
- 塑料制品加工厂-注塑加工






{kind=link}