


- 2025-01-24 09:18 2638
- 产品价格:面议
- 发货地址:上海青浦 包装说明:不限
- 产品数量:100000.00 台产品规格:不限
- 信息编号:250316409公司编号:14194598
- 陶念源 销售 微信 13636607932
- 进入店铺 在线留言 QQ咨询 在线询价
广西凸轮分割器
- 相关产品:
广西凸轮分割器
成品分割器精度测量项目有哪些?
1.凸轮分割器分度精度测量,就是测量分割器的输出轴在入力轴的作用下,分割的状态旋转一周中,设定的角度数值进行测量,从而得出分割器的分度误差,即分割器的理论分度与实际分度的差值,可以选择0度、15度、30度……360度,测量出的值与理论值比较,它们之间的差值的一半,就是分度的误差,比如,差值是30,那么得到的分度误差就是±15.
2.分割器的静止精度:在分割器出力轴的静止区间,在入力轴的作用下,出力轴静止的状态旋转一周中。输出轴摆动的大误差就是静止精度,也用角度秒表示。和分度精度测量方法相同,测量停留区中任意位置的误差量。测量点可以选择在停留段的固定角度处,将停留角度进行逐一的测量,所得出的数据计算方法同前项。
3.分割器的重复定位精度,指的是在停留段中的某个固定点进行反复测量,由跳动的数据得出的分度精度,可以设定出力轴的旋转圈数,在每一圈的固定点做定位的测量。
4.以上三项中测量属于分割器的径向测量,在实际的测量中,还要对分割器的轴向进行盘面跳动的测量,此测量项目相对简单,在出力轴法兰面进行高度规测量,随机设定旋转的角度及圈数,对数值进行比较。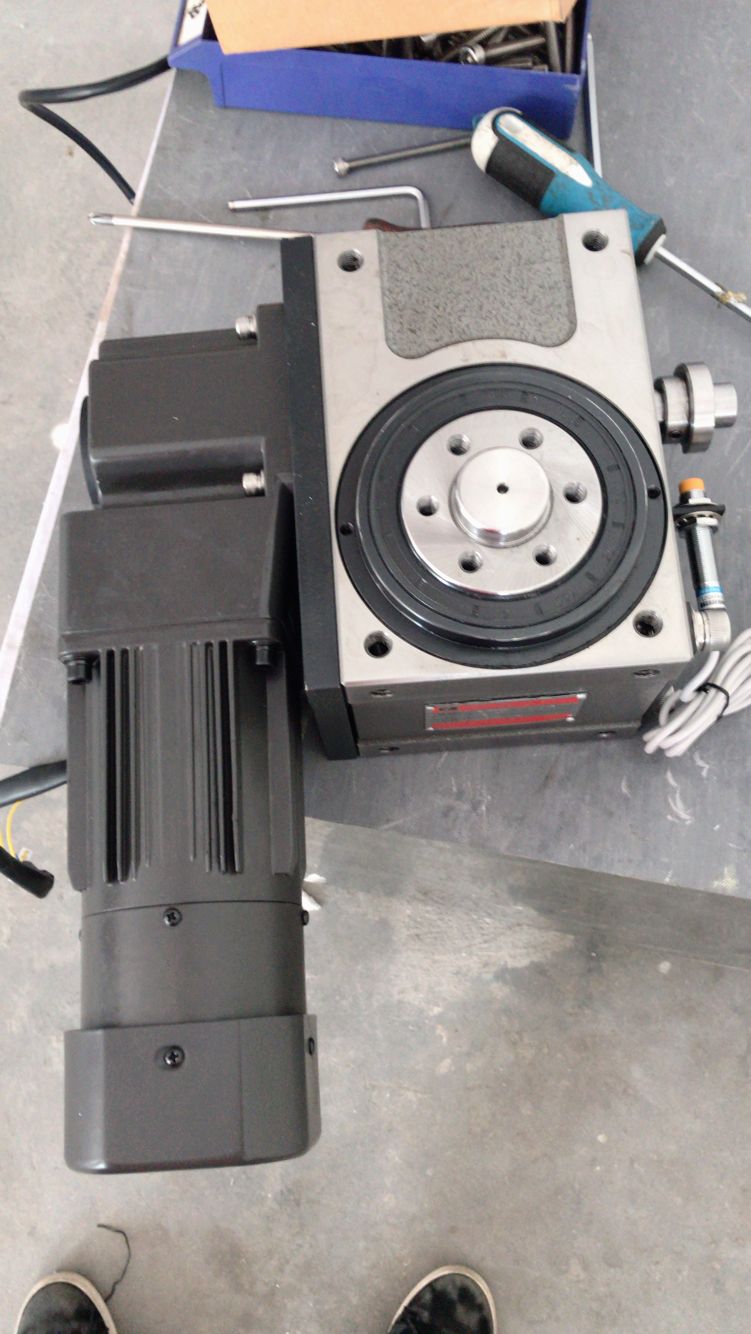
新的营销方式逐步取代了传统的销售方式,互联网的进步发展,整个时代社会正发生着历史性的变革。工业自动化市场也在这样的趋势下,凸轮分割器行业作为自动化传动不可或缺的一员,其产业发展已经非常成熟,并且在互联网的推动下,亦在不断发生改变当中。对于凸轮分割器厂家而言,在互联网发展的前景下,满足需求并把握发展先机是非常重要的条件。
市场的需求不断发生变化,凸轮分割器的利润空间也因竞争不断降低,在互联网时代的到来,一个特点就是的企业群体不断出现,而且,在企业需求方面也在不断的进步。而这对于凸轮分割器厂家来说,成为了发展的机遇和挑战。一方面要满足客户的不断改变的需求,另一方面也面临着产品供大于求的瓶颈,种种因素的影响,着实让不少凸轮分割器厂家望而却步。市场透明化,使用利润变得越来越薄了,这是每一个分割器厂家面临的难题。所以,一定要注重客户厂家的需求专注于客户的需求,为客户创造更大的价值,对于大部分的凸轮分割器厂家而言,是发展中非常重要的目标。同时也意味着,凸轮分割器厂家需要在产品上花更多功夫,让自己成为一个更的企业。
总体来说,分割器行业在我国发展近十几年来,随着自动化工业的发展也在不断地发生着变化。而事实上,不论是自动化市场的变化,还是客户的需求程度,都需要凸轮分割器厂家不断的调整自己的战略节奏,以尽快跟时代的发展。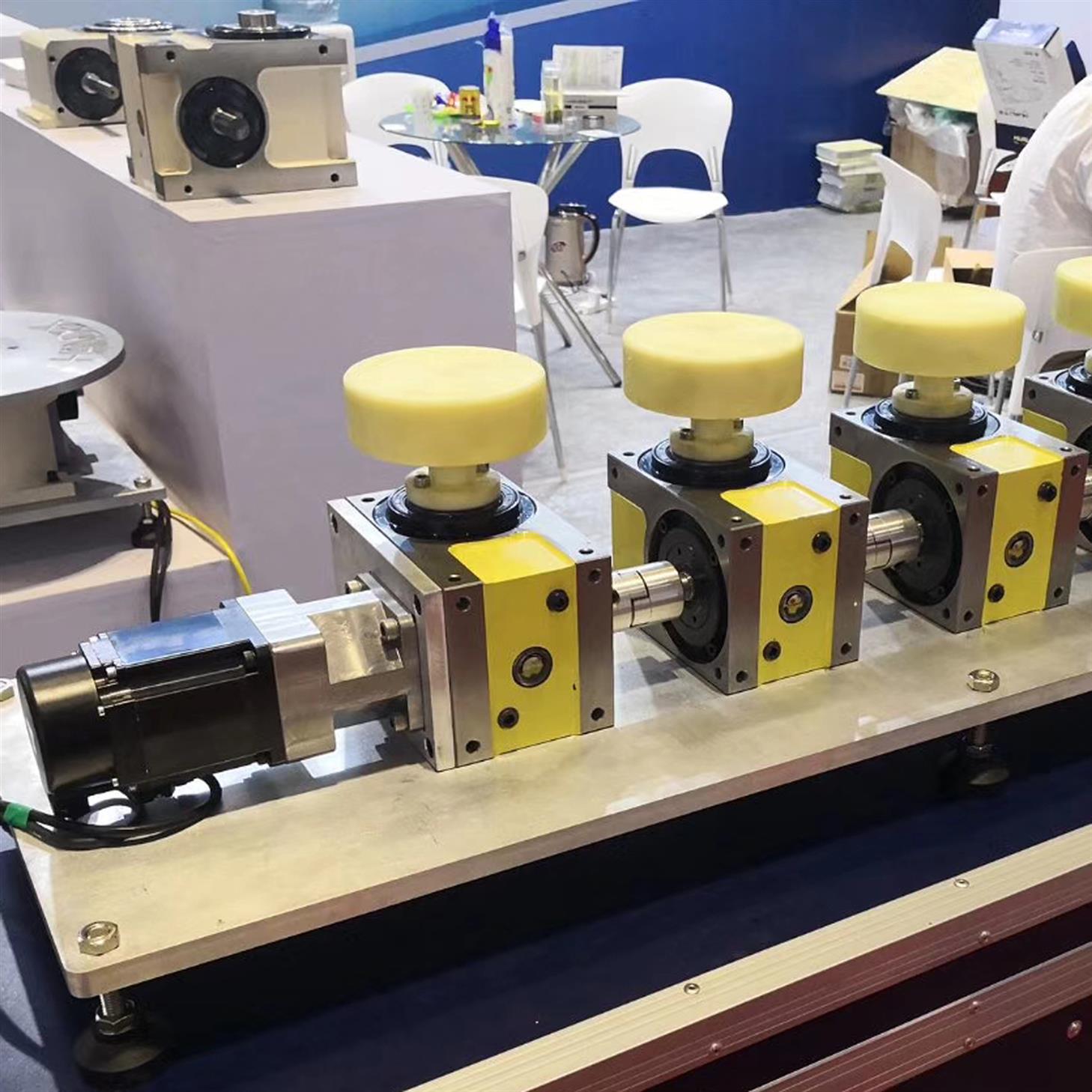
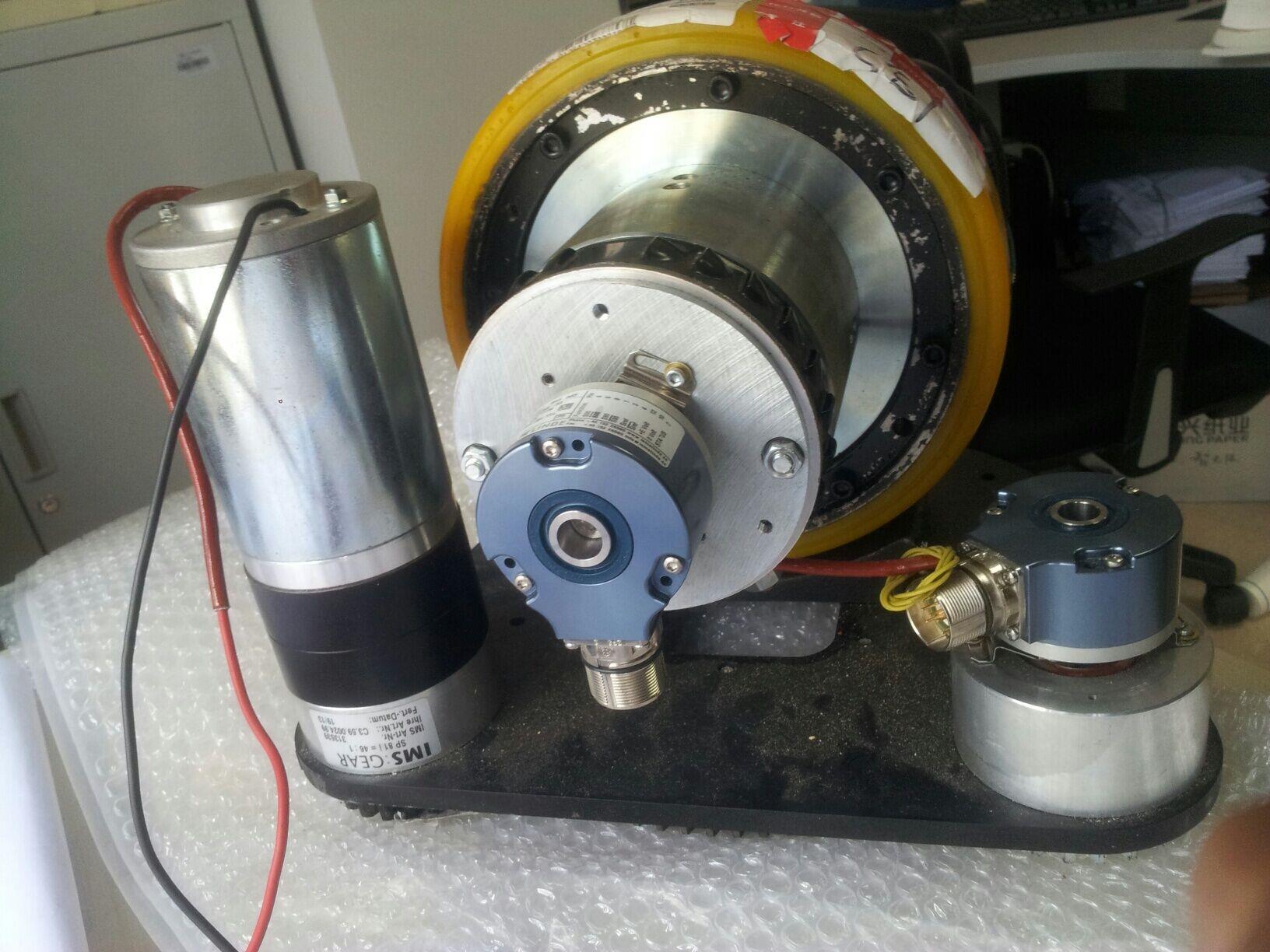
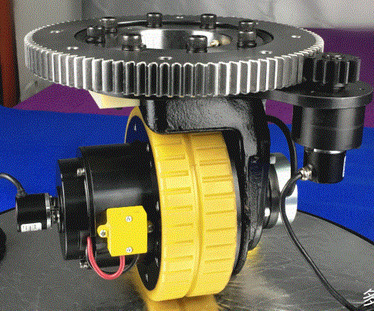
怎么使凸轮分割器带动圆盘在很多自动化机械运用当中,经常会用到凸轮分割器来带动转盘,加工的产品在转盘上面,采用这种方式来在不同的工位上做不同的加工。 如下图,就是一台凸轮分割器配转盘的一个模型图
如果要用凸轮分割器来带动转盘,要做好以下几点考虑:
1、凸轮分割器的载重负荷,要考虑好,不可以超负荷运转;
2、要计算好转盘的工位,也就是凸轮分割器一圈要求走几个工位,并且要考虑好工位之间的距离,这个需要加工产品的大小、形状都有非常大的关系;
3、精度的计算,因为机械配和上肯定会有一定的间隙,如果加工产品的精度要求越高,那对分割器的要求也就要求的越高;
4、速度的要求,转的越快,冲击力也就越大,相对应的精度也会受到非常大的影响。凸轮分割器是带机械自锁功能的,一般情况下是不需要刹车的。并且因为输入的扭矩一般需要的比较大,所以一般一点点惯性是不影响凸轮分割器的精度的,并且如果是使用斯炜达装配好的含电机的套装里也配置了减速器,减速器也带有刹车功能的。
凸轮分割器输入轴,入力轴带动滚子转动后让出力轴传动,如果入力轴不动时,出力轴因为滚子的原因,是动不了的。本身就具有自锁功能。分割器因为有自锁功能,所以精度是非常高的,定位到停止区时分割器精度是非常高的。
对于凸轮分割器厂家在使用分割器时,由于产品的高精密性,特别是对于一些高速度运转的分割器来说,为保证产品的使用效果和产品技术的稳定性,需定期的对分割器进行维护。那么应该怎样进行分割器的日维护呢。
1、要随时清理传动系统周围的杂物、下角料等。以防阻卡运动。与输入、输出轴连接件及传动件要定期检修。注意联轴器、皮带轮、链轮、齿轮及输出传动体等的松弛,皮带、链轮的张紧、齿轮的啮合间隙等应保证正常状态。间歇式的回转分割器设备在整个自动化系统中担任着尤其重要的角色,对于每日的点检和维护也不能放松。
2、如发现下述情况,应立即停止运转。发生异常振动。发生异常声响。在凸轮静止区有反向冲击。在对应的间歇次数中无分割输出或在某一位置分割输出不稳定或全无分割输出。此种情况,可拆下机构,打开机构后盖,探明原因。由于凸轮分割器内部机构属于比较稳定的机械结构,在正确的技术选型及使用的情况下,发生异常需要格外注意,严禁分割器带故障作业。
3、如果凸轮损伤,不能再使用,可联系更换凸轮,无损伤或较轻损伤,仍可继续使用不可私自调整其轴向位置。如分割轮中的滚针轴承有损坏者,可将输出分割轴取出,更换滚针轴承。有两种方式,一是将输出套松开,将输出轴取出,不要松动后端的压盖,这样再行装入时轴向位置不变。二是松开输出轴后端的锁紧螺母和前端的输出套,即可将输出轴连同套一起取出,再装入时,只需锁紧螺母,即可使输出轴回到原来的位置。超负荷的运转及长期的磨损是分割器出现异常情况的必要条件,所以,在非正常操作及长期磨损的情况下,都要引起工程人员的注意。










{kind=link}