


- 2024-12-18 09:08 1918
- 产品价格:面议
- 发货地址:上海青浦 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:238222553公司编号:14194598
- 陶念源 销售 微信 13636607932
- 进入店铺 在线留言 QQ咨询 在线询价
湛江分割器直供
- 相关产品:
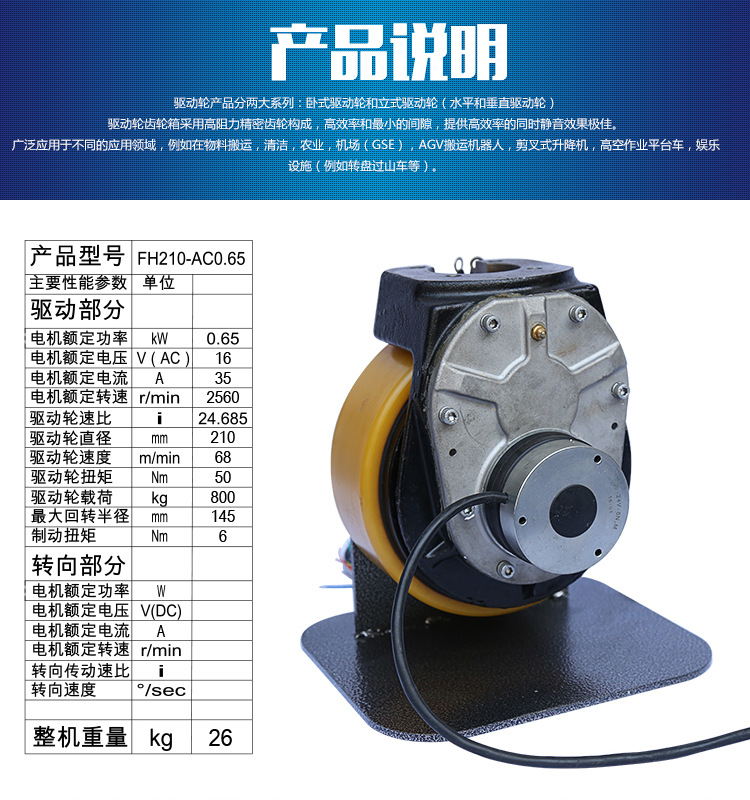
包装:木箱货期:3天质保:1年付款方式:电议是否含税:含分割精度:30秒出力轴容许径向力:140分割等份:6出力轴容许轴向力:500重复定位精度:15定位精度:30秒额定输出力矩:150NM防护等级:IP65使用寿命:30000噪声:小于56DB输出力矩:1250NM径向力:10000N轴向力:15000N分割数:可定制工位数:可非标定制
间歇式凸轮分割器的运动状态属于规则的循环运动曲线,动停的运动来自于凸轮的锥度支撑肋与滚子轴承的配合,如下图:分割器的启动状态,在开始启动的情况下,入力轴带动凸轮,分割滚子轴承,在凸轮滚子有预压力的情况下,是没有间隙问题的。
停止的状态,在锥度支撑肋的垂直部分搭配两个滚子时,滚子轴承的位置被确定,此晨滚子轴承处于被锁定的状态。凸轮分割器的分割器状态,至少有两个凸轮滚子连续搭配,使凸轮滚子保持操作。
在以上的三种运动状态下,凸轮分割器进行间歇式的分割运动,间歇的时间比例来自于初进行分割器选型所确定的驱动角度的大小,从整个运动的角度来看,每一个运动单位的分割器曲线越长,那么,对于入力轴的分割角度越大,也就是我们所说的,驱动角度越大运行的越稳定。

分割器的间歇式功能应用于多工位圆盘机,间歇的动停原理是由分割器自身的工作原理决定的,那么,动停的驱动源来自于电机,而控制指令则是由PLC等控制程序发出的。
分割器入力轴上安装感应开关,由感应开关将信号传递给PLC系统,常用的感应开关与信号凸轮组合安装,成为一个感应系统,信号凸轮及感应装置常用的有如下两类。
1.薄片式的感应凸轮与U形感应开关组合,信号凸轮的角度与入力凸轮的驱动角度是一致的,当信号凸轮薄片通过U形开关时,分割器出力轴处于分割也就是运动的状态,反之,则处于静止状态。
2.圆柱式的感应开关与较厚边缘的信号凸轮组合,这种方式也叫做接触式的感应开关,由于信号凸轮的边缘较厚,光感的作用把信号向PLC等控制系统传递,由控制系统对信号进行分析再向驱动源发出控制的信号。

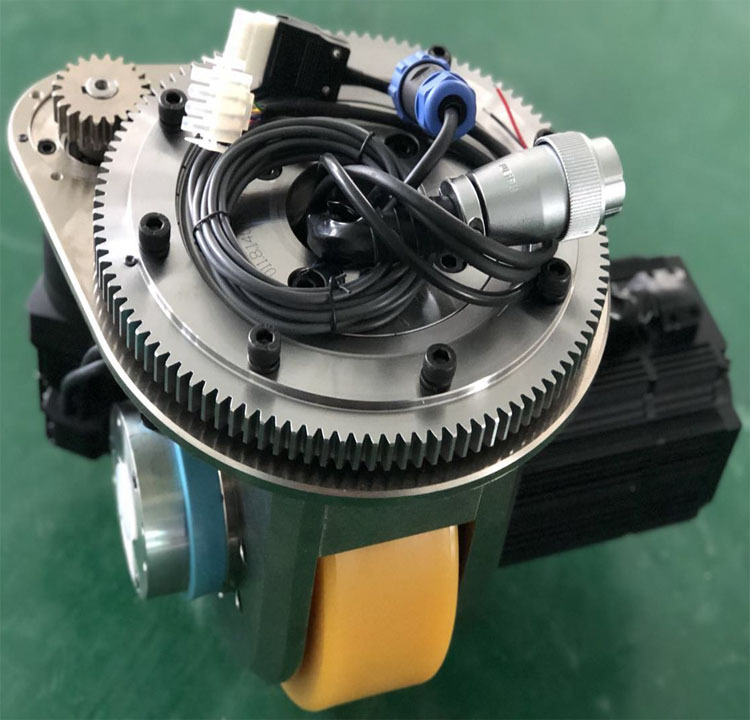
怎么使凸轮分割器带动圆盘在很多自动化机械运用当中,经常会用到凸轮分割器来带动转盘,加工的产品在转盘上面,采用这种方式来在不同的工位上做不同的加工。 如下图,就是一台凸轮分割器配转盘的一个模型图
如果要用凸轮分割器来带动转盘,要做好以下几点考虑:
1、凸轮分割器的载重负荷,要考虑好,不可以超负荷运转;
2、要计算好转盘的工位,也就是凸轮分割器一圈要求走几个工位,并且要考虑好工位之间的距离,这个需要加工产品的大小、形状都有非常大的关系;
3、精度的计算,因为机械配和上肯定会有一定的间隙,如果加工产品的精度要求越高,那对分割器的要求也就要求的越高;
4、速度的要求,转的越快,冲击力也就越大,相对应的精度也会受到非常大的影响。凸轮分割器是带机械自锁功能的,一般情况下是不需要刹车的。并且因为输入的扭矩一般需要的比较大,所以一般一点点惯性是不影响凸轮分割器的精度的,并且如果是使用斯炜达装配好的含电机的套装里也配置了减速器,减速器也带有刹车功能的。
凸轮分割器输入轴,入力轴带动滚子转动后让出力轴传动,如果入力轴不动时,出力轴因为滚子的原因,是动不了的。本身就具有自锁功能。分割器因为有自锁功能,所以精度是非常高的,定位到停止区时分割器精度是非常高的。

凸轮分割器在运行中,出现定位不准该如何解决,今天就让斯炜达厂家来为大家讲解一下:
凸轮分割器定位不准如何解决?凸轮分割器主要应用在多工位间歇场合的设备,比如多工位转盘式组装设备,铆接焊接等,它大的优点就是定位精准,可以把物料精准的送到的加工工位,一台标准工艺生产的凸轮分割器其定位精度为正负30秒内,1米的外径转盘定位误差大概0.07MM,没有累积,我们在销售过程中经常碰到次使用分割器的朋友反应凸轮分割器在安装好转盘后定位不准,或者转到工位后有跑过一点点的情况,是什么原因造成一台新的分割器出现这种情况呢,因为我们的分割器在出厂之前都要经过一系列的测试,达到合格的标准后才会出厂,出现这种情况的因素有几点:
1.转盘在安装的时候不是在分割器的停止角位置安装,这样就会出现电机带动分割器转动的时候,转盘上面的夹具对应不到工作站,这种情况转盘每次偏移的位置都是固定的,只需要让分割器先在停止角的位置先停下来,然后松开转盘的螺丝,转动转盘对应好的工作站,再锁紧转盘就可以了!
2. 还有一种情况就是有一些是需要控制电机频繁启停的,每次到了工位后停下来都会冲过去一点点,这种情况下有2个因素,一个是转盘大旋转速度快,由于惯性比较大分割器转到停止角的时候由于惯性大在停下来的时候电机带动分割器冲过了停止位置,造成分割器在停下来的时候会往前跑一点点,这种情况一般都是电机没有带刹车制动功能,或者选的分割器太小负载大,转盘转速快造成的,只需把电机带刹车就可以了,这样会让电机在分割器停止角的时候瞬间就可以停下来,不会冲过停止位置。 还有一个因素就是我们控制电机频繁启停的时候,一般都会在分割器另外一般安装一个信号感应装置,靠一个接近开关来感应信号控制电机启停,这个信号感应必须要在分割器的停止角上让电机停止,这个是关键,注意必须要在停止角停,如果把信号感应停止点放到了驱动角上,就会出现位置偏移的情况。
3.在加工转盘的时候,固定转盘上的固定孔必须要按分割器图纸上面的孔的角度分部来打,因为一般分割器厂家的图纸这个6个安装孔都是在静止角的位置下按一定的角度分部的,有的客户打的这个固定孔没有按我们分割器停止角的位置加工,造成安装上去后旋转位置每次都错开了一定的角度.
4.由于凸轮分割器是一个非常经常的部件,在加工转盘的时候要选择精密的加工中心来加工,加工转盘精度要高,工位要均匀分布,如果工位分布有误差,也会造成定位不准的情况,当然了这种几率比较低!









{kind=link}