

- 2025-05-13 16:13 8103
- 产品价格:18.00 元/个 起
- 发货地址:湖北武汉江夏区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:159729165公司编号:21617295
- 曾华 经理 微信 18120569118
- 进入店铺 在线留言 QQ咨询 在线询价
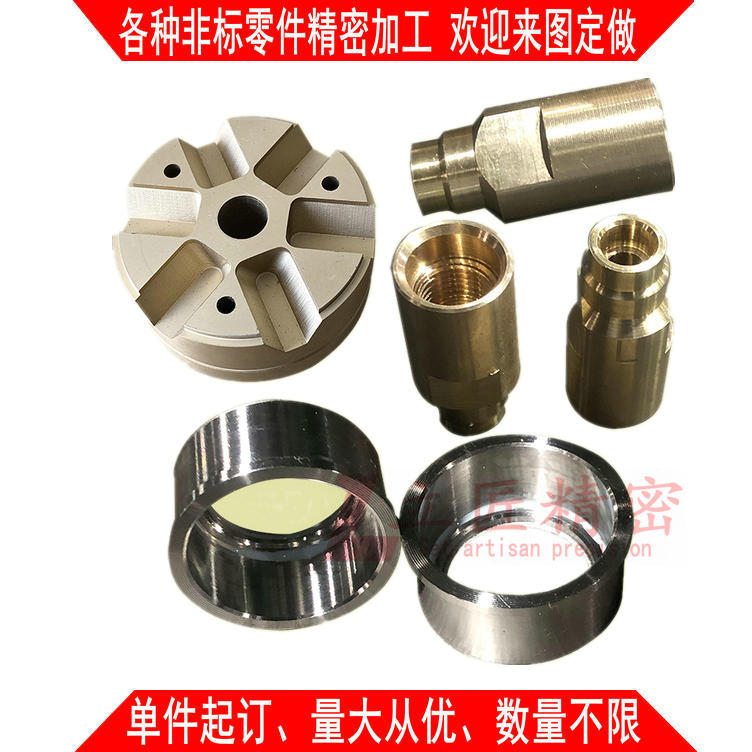
长沙精密五金零配件加工
- 相关产品:
立匠精密是一家集设计、开发、制造、内销外贸服务为一体的机械制造企业。
目前以承接机械零部件加工为主,主要加工设备有:东芝大型立车、6轴5联动落地镗铣加工中心、单立柱立式车铣复合加工中心、东芝龙门五面体加工中心、丰田卧式双工位加工中心、曼德利立卧转换五面体加工中心、现代卧式镗铣加工中心、数控龙门铣床、镗床、龙门刨床,平面磨床等,设备共计40多台,因此本厂具备承接大批量加工的生产能力,为客户提供足够的生产供给。
本厂严格按照新的ISO9001-2008质量体系进行质量管理,本着全心全意为客户服务,真诚地期待与各界朋友建立长期的合作关系。经过多年的发展,立匠精密的诚信、实力和产品质量获得业界的普遍认可,欢迎各界朋友莅临参观、指导和来图定制加工等业务洽谈。
立匠精密与您共创辉煌.
精密零部件加工需遵循的原则有哪些
精密零部件加工需遵循的原则有哪些
1、基准先行:即先加工基准面,零件在机械加工过程中,作为定位基准的外表应首先加工出来,以便尽快为后续工序的加工提供精基准。
2、划分加工阶段:机械加工质量请求高的外表,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有利于科学应用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,保证平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、光整加工:主要外表的光整加工,如研磨、珩磨、精磨、滚压加工等,应放在工艺路线末尾阶段。拟定精密零件加工工艺路线的一般原则,精密零件加工工艺规程的制定,大体可分为两个环节。
首先是拟定零件加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺流程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。
机械加工工艺就是在流程的基础上,改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品,是每个步骤,每个流程的详细说明,比如,上面说的,粗加工可能包括毛坯制造,打磨等等,精加工可能分为车,钳工,铣床,等等,每个步骤就要有详细的数据了,比如粗糙度要达到多少,公差要达到多少。
技术人员根据产品数量、设备条件和工人素质等情况,确定采用的工艺过程,并将有关内容写成工艺文件,这种文件就称工艺规程。这个就比较有针对性了。每个厂都可能不太一样,因为实际情况都不一样。
总的来说,工艺流程是纲领,加工工艺是每个步骤的详细参数,工艺规程是某个厂根据实际情况编写的特定的加工工艺。
机械加工工艺流程
机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。
业 务 范 围
1.专业设计绘图
2.各类机械零配件订制,非标零件加工,夹具治具,车铣磨锣零件加工
3.钣金件制作(折弯,焊接,激光刻字等)
4.金属表面处理工艺(普通阳极、硬质阳极、导电阳极、彩色阳极、发黑、镀铬、镀镍、镀铜、白锌、彩锌、热处理等工艺
5.可开增票及,税金另计。
主 加 工 设 备
数控车床、车铣复合,普铣、磨床、火花机,线切割、深孔钻,电脑锣(CNC),激光雕刻机,数控雕刻机,折弯机,焊接机,超声波清洗机等设备
加 工 材 料
金属类:黄铜,紫铜、不锈钢、铝合金、45号钢、40CR、易车铁、Q235等。
非金属类:FR4、PE、PP、POM、尼龙、聚四氟乙烯、ABS、亚克力等各种塑胶.
加 工 数 量
数量不限(1件也行),量大从优.
由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是直径上的加工余量之半。平面的加工余量则是单边余量,它等于实际所切除的金属层厚度。在工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。加工余量的大小对加工质量和生产效率均有较大影响。加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小。
精密加工,并不是什么材料都可以进行精密加工的,有些材料硬度太大,超过了加工机件的硬度,就可能把机件崩坏,所以这些材料是不适宜精密机械加工的,除非是特殊材料制成的机件,或激光切割。那么精密零件加工对材质的要求有哪些?下面我们一起来了解下吧。
对于精密机械加工的材料分为两大类,金属材料和非金属材料。
对于金属材料来说,硬度为不锈钢,其次是铸铁,其次是铜,后是铝。
而陶瓷,塑料等的加工是属于非金属材料的加工。
1、首先是对材料硬度的要求,对有些场合来说,材料是硬度越高越好,只是限于加工机件的硬度要求,加工的材料不能太硬,如果比机件还硬是无法加工的。
2、其次,材质软硬适中,至少要比机件硬度低一个档次,同时还要看加工的器件的作用是做什么用,对机件合理选材。
总之,精密机械加工对材质的要求还是有一些的,并不是什么材质都适合加工的,比如太软或太硬的材料,前者是没有加工的必要,而后者是无法加工。
所以,在加工前一定要注意材质的密度,如果密度太大,相当于硬度也很大,而硬度要是超过机件(车床车刀)的硬度,就是无法加工的,不仅仅会损坏零件,还会造成危险,比如车刀飞崩出去伤人等。所以,一般来说,对于机械类加工来说,材料材质要低于机刀的硬度,这样才能被加工。
- 商家产品推荐
- 广州机器人激光焊接机价格 机器人激光焊机 在各行各业已得到了广泛的应用 吉林长春通化国产机器人激光焊接机厂家 激光焊接机器人 具有更高的经济性和竞争力 双工位机器人激光焊接机设计合理 性能可靠 量大从优 激光焊接机器人 **级省电 南京激光熔覆机品牌 激光熔覆焊每平米成本 性能可靠 售后** 刮板输送机中部槽激光熔覆机应用范围 激光融敷机 厂家直销 省心放心 减速机齿轮激光熔覆机生产厂家 激光热处理 价格实惠 量大从优 福建激光熔覆机还田机刀片 激光覆熔机 厂家直销 省心放心 刀刃激光熔覆机应用范围 激光表面合金化 厂家直销 省心放心 成都手持自动送丝手持激光焊接机手拿焊接 手持激光焊 重庆2000W手持手持激光焊接机厂家 手持激光焊









{kind=link}