- 2025-05-13 16:13 1563
- 产品价格:18.00 元/个 起
- 发货地址:湖北武汉江夏区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:158655455公司编号:21617295
- 曾华 经理 微信 18120569118
- 进入店铺 在线留言 QQ咨询 在线询价
济南五金工厂加工
- 相关产品:
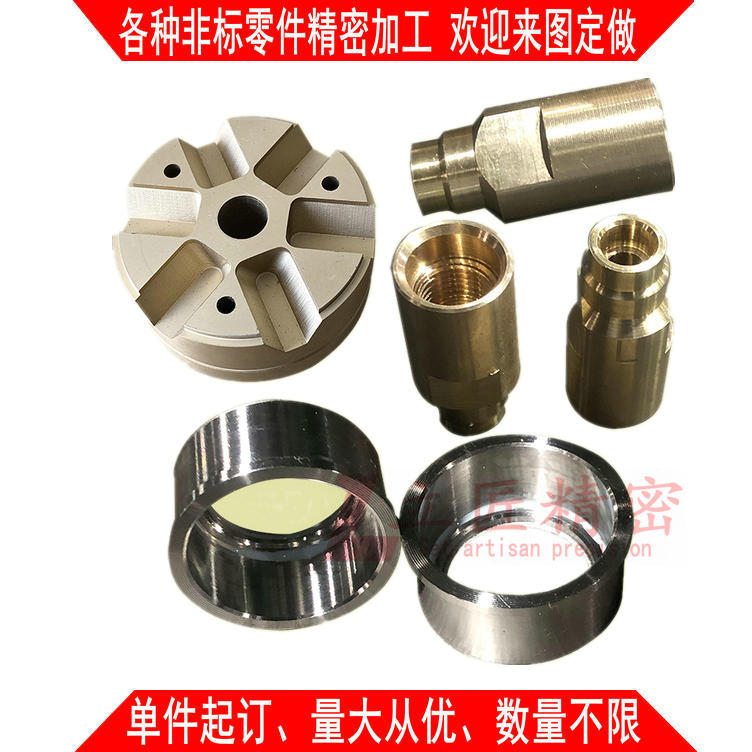
专注非标五金零件加工
1、专业提供精密数控车铣车零件加工,有专业操作师傅,交期短 质量好,贵公司有这方面业务需要,随时可与我公司联系,我们真诚为你们服务。
2、加工各内材料如;铜,铝,不锈钢,PVC,PE,ABS,POM,PC等各种材料加工
经营宗旨:品质高、价格优、交期短、服务好
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺流程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。
机械加工工艺就是在流程的基础上,改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品,是每个步骤,每个流程的详细说明,比如,上面说的,粗加工可能包括毛坯制造,打磨等等,精加工可能分为车,钳工,铣床,等等,每个步骤就要有详细的数据了,比如粗糙度要达到多少,公差要达到多少。
技术人员根据产品数量、设备条件和工人素质等情况,确定采用的工艺过程,并将有关内容写成工艺文件,这种文件就称工艺规程。这个就比较有针对性了。每个厂都可能不太一样,因为实际情况都不一样。
总的来说,工艺流程是纲领,加工工艺是每个步骤的详细参数,工艺规程是某个厂根据实际情况编写的特定的加工工艺。
机械加工工艺流程
机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。
机械零件是由若干个表面组成的,研究零件表面的相对关系,必须确定一个基准,基准是零件上用来确定其它点、线、面的位置所依据的点、线、面。根据基准的不同功能,基准可分为设计基准和工艺基准两类。
分类
设计基准:在零件图上用以确定其它点、线、面位置的基准,称为设计基准。
工艺基准:零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同又分为装配基准、测量基准及定位基准。
(1)装配基准:装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。
(2)测量基准:用以检验已加工表面的尺寸及位置的基准,称为测量基准。
(3)定位基准:加工时工件定位所用的基准,称为定位基准。作为定位基准的表面(或线、点),在道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,这种定位表面称精基准。
业 务 范 围
1.专业设计绘图
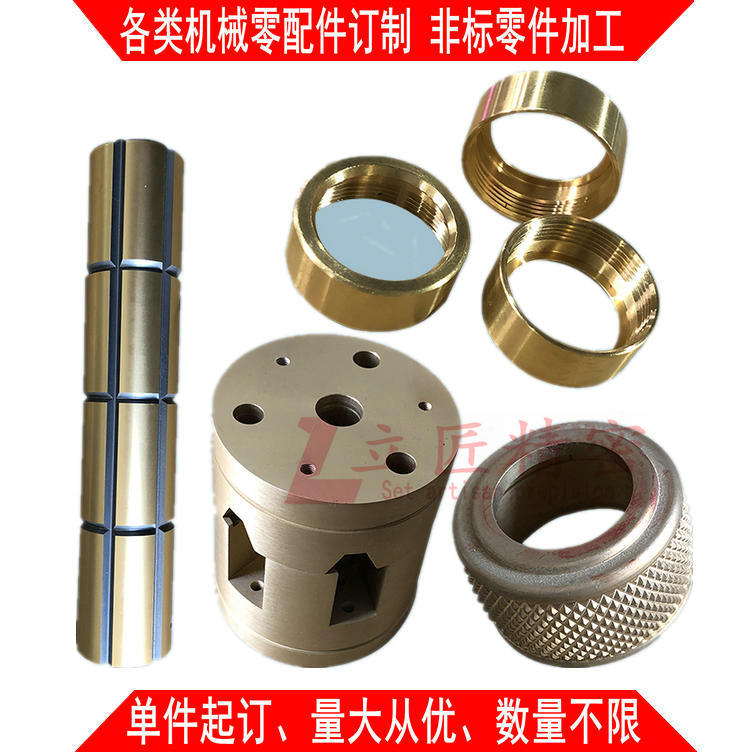
2.各类机械零配件订制,非标零件加工,夹具治具,车铣磨锣零件加工
3.钣金件制作(折弯,焊接,激光刻字等)
4.金属表面处理工艺(普通阳极、硬质阳极、导电阳极、彩色阳极、发黑、镀铬、镀镍、镀铜、白锌、彩锌、热处理等工艺
5.可开增票及,税金另计。
主 加 工 设 备
数控车床、车铣复合,普铣、磨床、火花机,线切割、深孔钻,电脑锣(CNC),激光雕刻机,数控雕刻机,折弯机,焊接机,超声波清洗机等设备
加 工 材 料
金属类:黄铜,紫铜、不锈钢、铝合金、45号钢、40CR、易车铁、Q235等。
非金属类:FR4、PE、PP、POM、尼龙、聚四氟乙烯、ABS、亚克力等各种塑胶.
加 工 数 量
数量不限(1件也行),量大从优.
步骤内容:
(1)分析研究产品的装配图和零件图。
(2)确定毛坯。
(3)拟定工艺路线,选择定位基面。
(4)确定各工序所采用的设备。
(5)确定各工序所采用的刀具、夹具、量具和工具。
(6)确定各主要工序的技术要求及检验方法。
(7)确定各工序的加工余量,计算工序尺寸和公差。
(8)确定切削用量。
(9)确定工时定额。
(1)精车和精镗:飞行器大多数精密的轻合金(铝或镁合金等)零件多采用这种方法加工。一般用天然单晶金刚石刀具,刀刃圆弧半径小于0.1微米。在高精度车床上加工可获得1微米的精度和平均高度差小于0.2微米的表面不平度,坐标精度可达±2微米。
(2)精铣:用于加工形状复杂的铝或铍合金结构件。依靠机床的导轨和主轴的精度来获得较高的相互位置精度。使用经仔细研磨的金刚石刀头进行高速铣切可获得精确的镜面。
(3)精磨:用于加工轴或孔类零件。这类零件多数采用淬硬钢,有很高的硬度。大多数高精度磨床主轴采用静压或动压液体轴承,以保证高稳定度。磨削的极限精度除受机床主轴和床身刚度的影响外,还与砂轮的选择和平衡、工件中心孔的加工精度等因素有关。精磨可获得 1微米的尺寸精度和0.5微米的不圆度。
(4)研磨:利用配合件互研的原理对被加工表面上不规则的凸起部位进行选择加工。磨粒直径、切削力和切削热均可精确控制,因而是精密加工技术中获得精度的加工方法。飞行器的精密伺服部件中的液压或气动配合件、动压陀螺马达的轴承零件都采用这种方法加工,以达到0.1甚至0.01微米的精度和0.005微米的微观不平度。
- 商家产品推荐
- 广州机器人激光焊接机价格 机器人激光焊机 在各行各业已得到了广泛的应用 吉林长春通化国产机器人激光焊接机厂家 激光焊接机器人 具有更高的经济性和竞争力 双工位机器人激光焊接机设计合理 性能可靠 量大从优 激光焊接机器人 **级省电 南京激光熔覆机品牌 激光熔覆焊每平米成本 性能可靠 售后** 刮板输送机中部槽激光熔覆机应用范围 激光融敷机 厂家直销 省心放心 减速机齿轮激光熔覆机生产厂家 激光热处理 价格实惠 量大从优 福建激光熔覆机还田机刀片 激光覆熔机 厂家直销 省心放心 刀刃激光熔覆机应用范围 激光表面合金化 厂家直销 省心放心 成都手持自动送丝手持激光焊接机手拿焊接 手持激光焊 重庆2000W手持手持激光焊接机厂家 手持激光焊









{kind=link}